- 首页
- 关于我们
-
产品中心

- >> 标准导电滑环系列(电源,数字信号,模拟信号等)
- >> 旋转接头系列(中央回旋接头)
- >> 光纤/微波射频波导同轴/高清系列
- >> 兆瓦级风电变浆滑环系列
- >> 螺旋CT滑环系列
- >> 高端装备滑环系列
- >> 特殊导电滑环系列
- >> 查看全部产品...
- 技术支持
- 新闻中心
- 选型手册
- 联系我们

强度是影响发动机安全和寿命的主要问题之一。开展中小型航空发动机动应力测量技术研究,可推动和促进型号任务的顺利实施,确保研制和排故工作有序展开,提高工作效率。
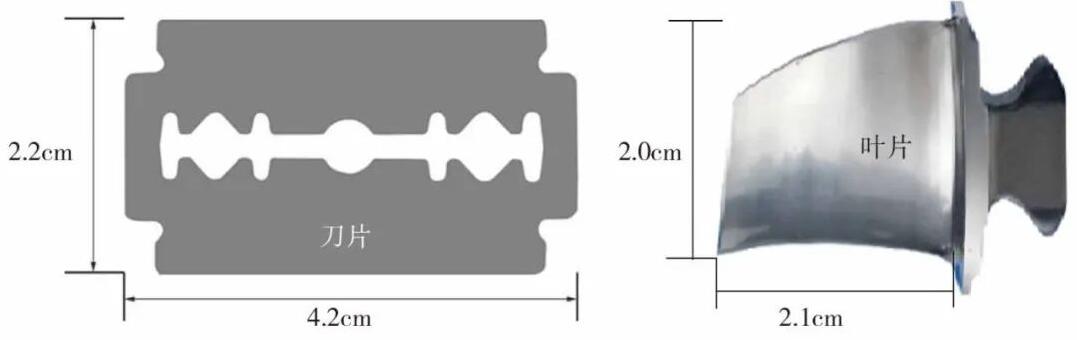
航空发动机零部件的工作环境十分恶劣,尤其是涡轴、涡桨等中小型发动机的动应力测量,需解决高温、高转速、富油、引线空间狭小等技术难题。以涡轴发动机压气机叶片为例,其多级轴流叶片小而薄,有的叶片甚至比剃须刀刀片还小。
创新团队在前期动应力测量研究过程中,常遭遇应变计不能长时间工作、一次成功率不高等技术难题。鉴于发动机型号研制过程中的动应力测量需求,创新团队在总结前期多个型号动应力测量经验的基础上,开展了动应力测点位置选取、贴片引线工艺改进、信号传输装置冷却方案等研究,旨在提高贴片引线效率和应变片存活率,确保在发动机热端安装的信号传输装置能够安全可靠运行,以提升动应力测量的一次成功率。
总体思路
在开展中小型航空发动机动应力测量技术研究时,创新团队针对试验测量精度低、动应力测点失效、信号传输装置损毁等故障现象,应用故障模式和影响过程分析(PFMEA)以及人为因素分析等方法,找到了能够避免或减少这些潜在失效发生的措施,建立了循环反馈的动应力测量流程,在反复迭代中精准定位故障原因,寻求解决措施,主要从测点位置选取、动应力测量贴片引线技术研究、信号传输装置热端输出方案设计、滑环引电器研制等方面实现技术突破。
测点位置选取对提高动应力测量成功率尤为关键,主要表现在以下几个方面。
第一,为确保动应力测量结果的置信度,需获得足够数量的有效测量样本数据。实际测量时,由于通道数量的限制,需要在有限的应变片数量条件下,尽量获得所关注模态的较多的应力数据。通过选取合理测量位置,可以使应变片测得更多阶次的振动应力数据,提高测量结果的置信度。
第二,动应力测量结果的有效性与贴片位置直接相关。在动应力变化梯度平缓的区域,应变片的测量数据可以更准确地反应测点位置的实际应力大小。在考虑应力梯度变化的基础上选择合适的测点位置可极大提高测量结果的准确性。
第三,贴片和引线对转子的动力学特性存在一定的影响。贴片和引线可能增加转子的不平衡量,使转子动力学特性发生变化,增大测量误差,甚至使转子出现异常振动,合适的周向测点布局可以降低这种误差和异常振动出现的风险,提高成功率和有效性。
动应力测点位置与布局方案设计需要综合考虑部件可能存在的危险共振、模态应力分布、试验测试条件(如通道数量)及应变片的周向分布等因素。创新团队通过模态频率及激振分析,识别共振危害性较大的关键模态,在模态验证的基础上进行模型修正,提高了危险模态识别的准确性。模态应力分析是测点位置确定的核心内容,可以基于应力敏感性和应力梯度两个关键参数,综合评价测点位置的优劣,识别动应力贴片的潜在测点。寻优最终确定的测点位置还需要考虑测点位置沿周向的布局,以减小贴片引线对振动特性可能造成的影响。
贴片引线技术
创新团队针对温度250℃以下的高转速状态零部件动应力测量贴片引线技术进行了深入研究,经过试验摸索和工艺优化,不断提高应变片粘贴和引线技术水平,缩短贴片引线周期并保证应变片一次试验具有较高的存活率;通过在实验室进行齿轮材料样片的贴片工艺研究、考核及改进,突破富油环境下动应力测量贴片工艺、引线工艺技术难点,解决了防油覆盖胶不耐高转速,而应变胶不耐油的技术难题,建立了富油、高转速环境下应变计胶粘安装工艺,工艺优化后应变计存活率达到87%以上。
针对中温(400℃以下)高转速状态下零部件动应力测量,创新团队通过对外合作的方式,在中温贴片和引线工艺技术方面获得了宝贵经验,总结提炼新的贴片工艺,保证了较高的贴片质量,极大地提升了中温转子件动应力测量的成功率。

应变计和应变胶的工艺验证
针对高温(1100℃)高转速状态下的动应力测量,创新团队对工艺流程及测试设备开展了研究,搭建了高温火焰喷涂贴片厂房,弥补了涡轮叶片等高温动应力测量的不足。
信号传输装置热端输出方案
针对发动机前端无减速器和附件传动装置的情况,可对发动机前端进行补加工以适配引电器的安装,由于发动机前端温度较低,不必考虑引电器外部工作环境温度过高的问题。但是,针对前端有减速器或附件传动装置的情况,减速器及附件传动装置内部涉及大量齿轮结构,改制加工难度很大,试验时存在较大风险且时间及经济成本高。因此,创新团队提出引电器后输出方案,不改变发动机整体结构并通过双通道冷却,有效地解决了涡轮后端高温环境引电器冷却难题。
试验时,在轴承腔内、外布置腔温及腔压测试线。对轴承腔内、外腔压及腔温进行实时监测,既可避免轴承腔内压力大于轴承腔外压力导致滑油从转接轴篦齿位置泄漏,又可避免引电器工作环境温度过高;在监测过程中若出现轴承腔外压力有偏小、温度偏高的趋势时,可以实时调节冷气的进气量;采用周向开槽结构,通过将不同规格的温度压力测试线、油管、冷却液管以及动应力信号线从相应大小的槽口引出,上端面涂抹密封胶,能有效地减少冷气的泄漏。
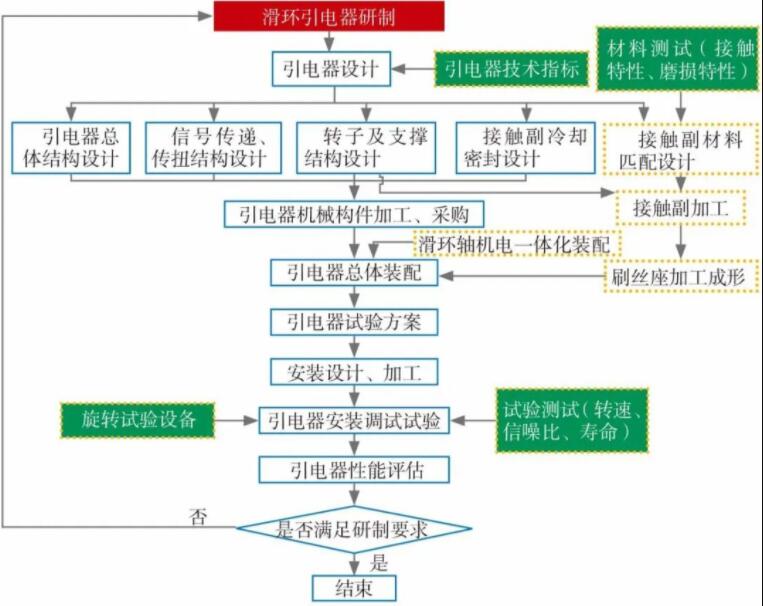
滑环引电器研制
创新团队自行开展滑环引电器研制,从引电器结构设计、机械加工和采购、总体装配、安装调试,对引电器的最终性能做出评估。高速滑环引电器的研制成功,突破了国外对此项技术的封锁,改变了高速滑环引电器维护保养受制于人的不利局面,为动应力测量的开展提供了有力保障。
质量管控
创新团队通过对技术过程进行分析,结合工程实践,梳理出如何从贴片点选取的技术角度提高动应力测量成功率的3个关键环节,向下分解得到6个影响因素和17个控制因素,对动应力贴片中的关键技术特征准确识别,找出了动应力贴片点位置优化、减小贴片点对转子不平衡影响等技术薄弱环节,明确了模态识别、模态应力分析和贴片位置周向布局3个关键环节责任人,分别针对各关键环节的底事件制定措施分析表,结合防错方法,开发了动应力敏感度分析检查表单和指导书、高敏感度/低应力梯度的动应力贴片位置优化程序、动应力贴片位置周向布局优化程序,并建立了动应力贴片分析标准/规范,保证了动应力测点选取技术研究的一次成功。
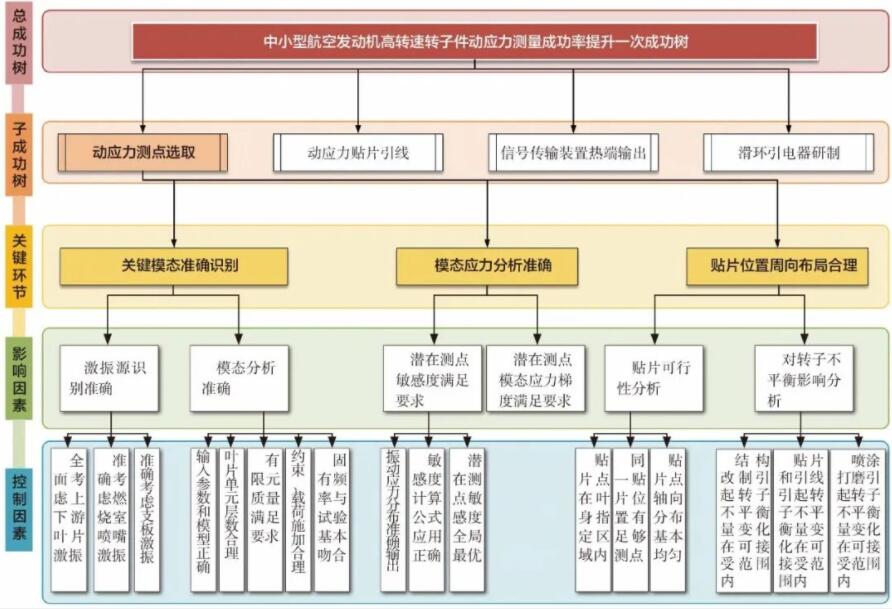
动应力贴片点选取一次成功“子成功树”
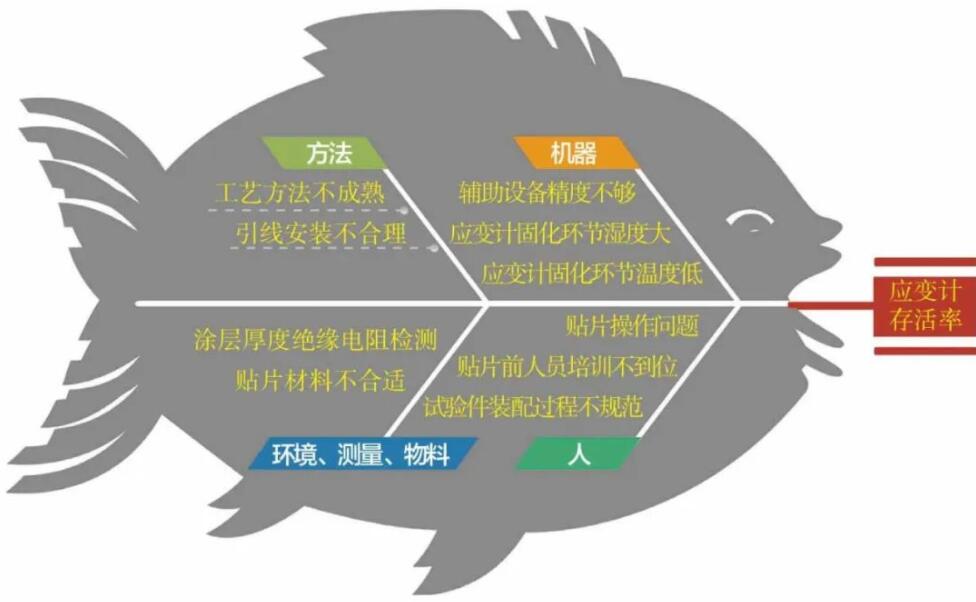
贴片引线作为动应力测量中的关键环节,其工艺水平的好坏直接决定着试验的成败。影响贴片引线质量的因素很多,主要包括贴片引线工艺的选取、试验件贴片位置可操作性、贴片位置打磨粗糙度、应变胶层厚度、加温固化程度、加压固化程度、接线端子焊接方式、引线路径上锐边及孔的光滑度、引线路径上的悬空段、点焊压片牢固程度、装配对测点的损伤度以及操作人员的经验等。整个贴片引线过程中任一环节的疏忽大意都有可能严重影响贴片引线质量。考虑到贴片引线的过程管控尤为重要,创新团队制定了贴片符合性检查表单,在应变计安装与引线的每一个环节严把质量关,细致查找影响测点存活率的因素。
针对高温火焰喷涂过程中应变计存活率不高的问题,运用头脑风暴进行因果分析,找出末端原因10个,采用要因确认的排查方法对每一个末端原因进行验证分析。
默孚龙科技团队通过多轮仿真和试验分析,对贴片位置进行了最优化设计,建立评估方法和设计规范;提出了抗离心力和热胀的引线布局方式,确定了贴片加温固化新工艺,攻克了原工艺无法获取最高转速下动应力测量试验数据的难题;首次提出了后输出双通道气冷方案,通过对引电器的双通道且独立可调的气冷保护,解决了在热端引电器不能长时间工作、稳定运行的难题;突破了高速滑环引电器设计集成调试、信号快速连接等多项关键技术。通过在各个关键环节的质量把控,实现了测点数目减少40%以上的技术指标,使测点存活率大大提高,信号传输装置的安全性得到有效保障,使测量设备的成本降低,维护周期缩短,试验一次成功率得到有效提升。试验结果为中小型航空发动机转子件的设计和故障诊断提供了支撑数据,对研究航空高速转子工作状态下的振动特性具有十分重要的意义。


